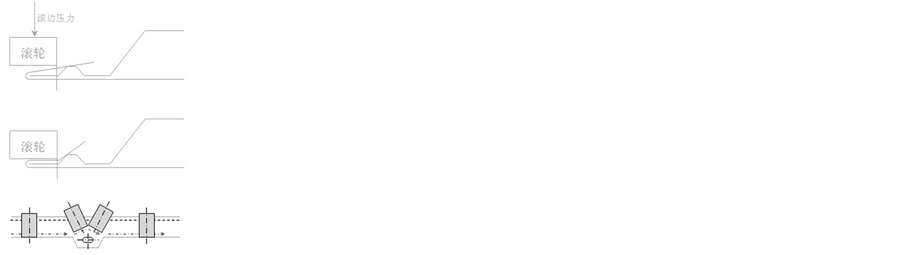
理论滚边轨迹
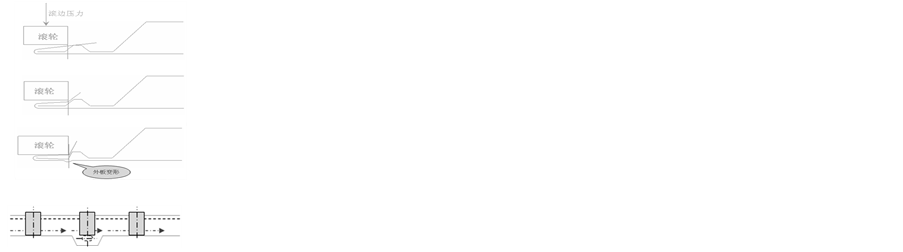
实际滚边轨迹一
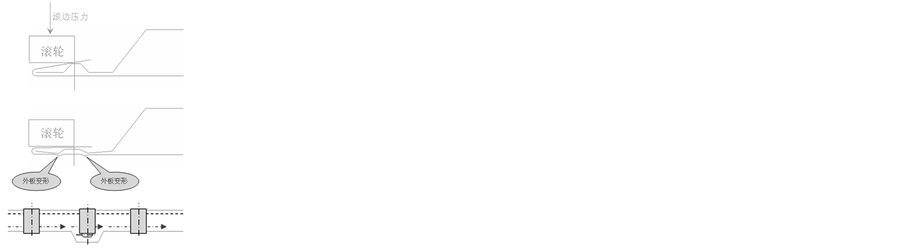
实际滚边轨迹二
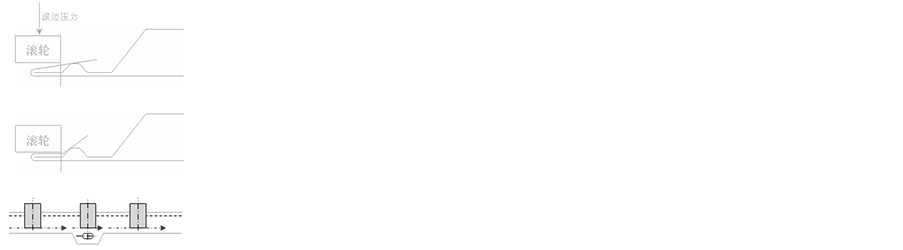
实际滚边轨迹三
受力
示意图
实际图


备注
说明
滚轮终端绕过内板加工硬化区域,滚压包边时此区域未受到外力作用,滚边完成后外板表面无变形。但是,这种轨迹需在凸点周围增加多个特征点,这就增加了机器人的滚边时间。
滚轮终端在凸点斜坡处,受力点在凸点的加工硬化区域,当施加滚边压力时,在滚轮下的凸点区域就会发生图示的变形,这个变形会直接发应在滚边完成后的外板表面上。
滚轮终端在凸点上,受力点在凸点的加工硬化区域,当施加滚边压力时,在滚轮下的凸点区域就会发生图示的变形,外板表面会产生两个凸点。
滚轮终端始终与翻边边缘保持一定距离,凸点处,滚轮终端在凸点的加工硬化区域外,滚边完成后的外板表面不会发生变形,但是翻边上留有长长的深压痕,影响翻边的外观质量。